Manufacturing normally suffers from:
· Poor on-time
performance
· Long
production lead-times ; big batch sizes1
· High WIP
and/or finished goods inventory
· High
overtime due in-efficient labour utilization
· Excessive
expediting and rescheduling
· Wandering or
stationary bottlenecks
· Inability to
absorb additional market demand
The above deficiencies have a serious impact to a organization financial
efficiency.
The Theory of Constraints maintains that every system is subject to at
least one constraint, which prevents the system from achieving infinitely high
levels of performance. In order to improve/optimize manufacturing efficiency
the Drum, Buffer and Rope (DBR) concept will be applied to:
1.Increase
Throughput ; throughput KPI = Sales - Material costs
2.Reducing
Inventory ; raw materials , wip and finished products
3.Reducing
operating expenses.
The above 3 critical KPI have a major impact on Productivit
Process and TOC focus.
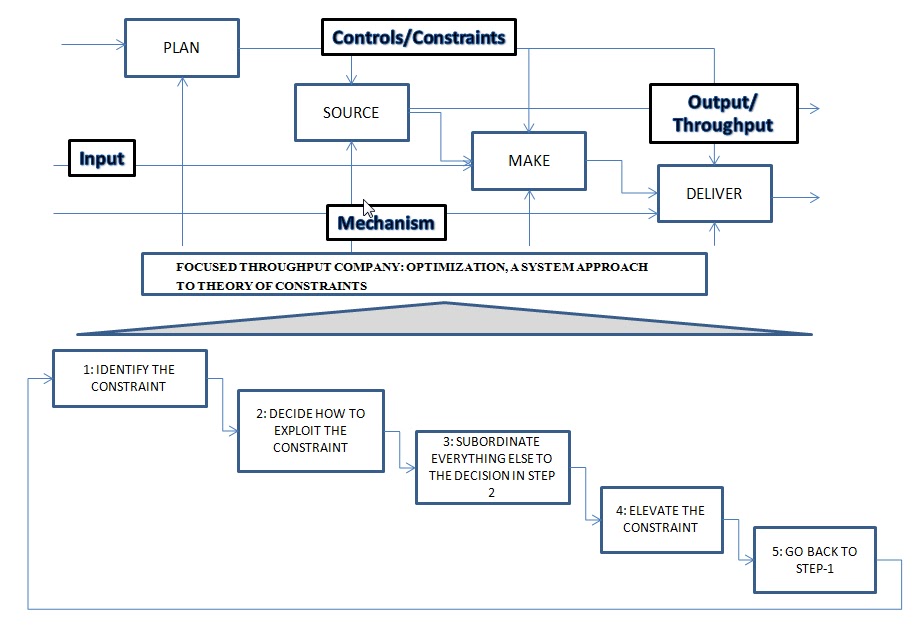
An
organization main processes are Plan,
source, make and deliver. Within these
processes there are constraints that if not exploited or synchronized will
impact productivity. This will be overcome by carrying out the following TOC
steps.
Fundamentally
Theory of Constraint is mainly a strategy/approach/technique to focus one
attention to winning, maximize throughput resulting in higher productivity and
profits. Focus on what is critical, the rest is secondary.
The key
priorities to be managed:
1. Throughput;
ensure the highest possible throughput of the system
2. Inventory
reduction; ensure optimum level of raw materials and work-in process as well as
finished products
3. Operating
expenses
The focus wrt of the various posts and specifically around exploiting SAP
will be around throughput and inventory.
FIVE STEPS OF TOC
STEP 1:
Indentify the constraint.
Find the one element of the manufacturing system
which limits the system's ability to achieve its goal. In most manufacturing.
Basically identify what limits the system performance.
Very important to consider that a process is
governed by:
·
I Input ; components/raw materials
·
C control ; policy , methods , shift, set-up
requirements; tooling
·
M Mechanism; the actual manufacturing machine that
has a rated capacity
·
Output the manufactured item (semi or finished product)
Refer to: http://sapscminfo.blogspot.com/search/label/Optimization
System constraints can be either physical or policy. Physical constraints are relatively easy to identify and relatively straightforward to break. Policy constraints are usually more difficult to identify and break, but they normally result in a larger degree of system improvement that the elimination of a physical constraint
System constraints can be either physical or policy. Physical constraints are relatively easy to identify and relatively straightforward to break. Policy constraints are usually more difficult to identify and break, but they normally result in a larger degree of system improvement that the elimination of a physical constraint
STEP 2: Decide how to exploit the constraint .
Once the constraining has being identified
understand how to exploit the constraint, that means squeezing the most out of
the manufacturing constraint in order to attain maximum performance. Therefore
consider all aspect around the process:
· Policy and procedure
Tooling, set-up equipment, set-up matrix
· Planning and execution system; ERP , APS ect...
This must be done without major system changes or
capital improvements with the primary objective of eliminating inefficiency from the constraint
STEP 3: Subordinate everything else to the decision in step 2.
Take the required steps to synchronize and align
the performance of all other elements with the "exploited"
constraining element. This may mean slowing down "faster" parts and
speeding up "slower" ones.. If you're constraint is broken at this
point, go back to Step-1 and start looking for the next constraint (next
weakest link in the chain). If not, go on to Step-4.
Fundamentally make effective management of the existing constraint the top priority
STEP 4: Elevate the Constraint.
If the constraining element still remains the
reason why the system's performance "tops out"; then
"Elevate" usually means doing something to increase the capacity of
the constraining element. Obviously, if your constraining element is running at
maximum efficiency (which it should be after Steps-2 & 3), the only way
to improve overall system performance is to obtain more of the constraining
element. In a manufacturing environment, this may mean a capital investment in
more equipment, or hiring more people, or increasing work-ships.
STEP 5: Go back to STEP-1, but avoid "INERTIA".
This is the "repeat Steps 1-4" step.
But the warning about "inertia" is important. It's designed to
discourage complacency, thinking that the environment doesn't ever change much
over time. Always consider that throughput increase can create other weaker
links that previously were considered as secondary.
Subordinate
everything else to the decision in step 2 based On Bottleneck Drummer
When it
comes to subordinating everything to constraint, its bottleneck(s). In a
production environment, the plant's constraint must be the driving factor in
how it is managed. In production, the productivity of the constraint is the
productivity of the entire plant.
A proven
approach to managing production through the constraint is known as
"Drum-Buffer-Rope" and "Buffer Management."
· Drum - The
constraint(s), linked to market demand, is the drumbeat for the entire plant.
· Buffer -
Time/inventory that ensures that the constraint(s) is protected from
disturbances occurring in the system.
· Rope - Material
release is "tied" to the rate of the constraint(s).
The drum,
buffer, and rope provide the basis for building a production schedule that is
highly immune to disruption, avoids creating excess inventory, and uses small
batches to minimize overall lead time.
But even
with "Drum-Buffer-Rope," (DBR) occasionally disruptions occur that
require special attention. "Buffer Management" is used to mitigate
and often prevent those disruptions.
The DBR methodology is Theory of
Constraints that will be used to maximize production throughput and inventory
reduction based on the constraints (weakest link) being the DRUM, the BUFFER
being the inventory needed for the constraint and the ROPE the timing for
releasing the buffer with the main aim of protecting the weakest link an thus
maximize thus overall effectiveness.
Benefits of TOC
The primary benefit of the TOC approach is its orientation toward the output
of the entire system to maximize throughput (sales, billing), rather than a
compartmentalized look at components which may have little or no positive
effect on overall performance because of that "elephant in the
parlor"--the system
9 comments:
very interesting thanks for posting informative article.we are offering sap scm online training with real time experts through out world wide
It was really a nice article and I was really impressed by reading this article We are also giving all software Course Online Training. The Sap APO Online Training is one of the leading Online Training institute in the world.
Well it was very good information for SAP learners. we are really happy seeing your article. we also provide Software courses online training @ SAP courses online training
Thanks for sharing for more details visit
Oracle Fusion Financials Training
Thanks for sharing the useful information and good points were mentioned in this article which is very informative and for the further information visit our site
Oracle Fusion Financials Training
Can I find any SAP Server Access in your portfolio?
Thank you for giving the information and it is use full for me. training with placement in Hyderabad
Nice information thank you,if you want more information please visit our link
ewm online course
sap ewm training in hyderabad
Impressive. Your story always bring hope and new energy. Keep up the good work.
cyber security course malaysia
Post a Comment