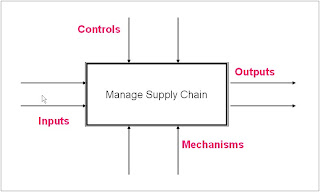
In order to effectively manage the Supply Chain, it is critical to obtain quality KPI in order to ensure that business objectives are being achieved, but more important required improvement’s can be identified and executed. Avoid the ‘so what KPI’.
Therefore SCM BI are fundamental to monitor and continuously optimize the Supply Chain, quality data allows for effective and rapid decision´s to carry out change.

In a manufacturing organization, just looking a inventory level and customer service on its own will not ensure that the specific weakness are identified so that relevant improvements can be initiated. In this scenario; taking factory capacity, manufacturing change-over rate, inventory levels, and customer service will provide a clear picture. Trends in high capacity utilization, high inventory and low customer service indicates that either the wrong product is being produced or the batch size produced is too big (low change over, because of large batch size not enough capacity available to satisfy customer requirements). With this information a more objective decision can be made for improvements which could result in improvements in planning methodology(IT and process problem) or modify factory tooling (physical problem) to allow quicker change over, or reduce batch size. Any one of these actions can actually worsen a specific KPI, example factory capacity, why ? Lower factory utilization capacity (capacity KPI on its own is own provide a poor KPI) means that manufacturing equipment are not churning out at its maximum, this could be due to higher product cut-over due to shorter batches, but the trade off would be lower inventory and higher service level. This means that one is getting higher cash throughput (capacity KPI, linked to inventory and service level provides a more realistic/value KPI). This is what business is about (The Goal). When this happens certain KPI become secondary by achieving total SCM benefit and not individual benefit like factory capacity.
If one had just Inventory and Customer service, one would be limited in trying to optimize stock levels without understanding the causes.
In order to define optimum SCM Performance Management KPI for a Business Intelligence System (BW) , the following cardinal rules apply:
• Define
Important to define the KPI that will measure performance in the Supply Chain, critical to understand performance versus plan and KPI’s that can provide meaningful data for rapid improvements.
The scope of KPI must provide required details to relevant BI Customer (Financial controller, Factory Manager , Supply Chain Manager ect..)
The scope of KPI relate to two key aspects:
Width, how many KPI’s needed for BI customer, example for Factory Manager would require different KPI to SCM Manager, the SCM manager would look at the total integrated KPI of plants while the factory Manager a more limited picture, Factory Manager might be indifferent to Customer Service , but more on Factory Capacity
Depth entails the meta data available to BI customer, a SCM Manager with respect to Inventory levels might require classification based on slow moving, expired, quality (certain products might be out of specification but can still be sold). This level of detail allows SCM Manager to initiate relevant actions to reduce inventory. A Marketing Manager might require classification based on brand, product introduction ect…
• Measure
In order to satisfy the KPI for the relevant Business Customer, data may be sourced from multiple system’s and applications. It is critical for the technical efficiency of a BI system to avoid duplication of extraction and update to the relevant info cube and multi cube’s. Obviously an organizing that has achieved homogenous (IT systems and process) ways of working will simplify data extraction. Knowing the bigger picture of scope of the KPI allows simplified and efficient extractors as well as the BW design (info cube, info sources ect..).
Dimension and time buckets must satisfy the BI customer. A Factory Manager is interested in a hourly view of critical bottleneck resources, while a SCM Manager interest might be limited to daily view (More SOP orientated)
• Analyze
The KPI must be simple and provide quality, better 10 quality KPI rather than 50 KPI. They must provide trends, graphs are critical, they must flag abnormalities based on specific baseline predefined by BI customer. The scope of KPI must enable decision that can improve efficiency and reduce costs. Graphical information is fundamental to provide view of data that enables better understanding of the situation. A graphical view to SCM Manager in a single graph containing Factory Capacity, Inventory Levels and Customer service provide an ideal snap-shot. A single view of Customer Service level provides the ‘so what KPI’
• Improve
The KPI provided can then be the stepping stone to initiate change and improvement by the relevant BI customer. Important that the BI tool allows for flagging the start an improvement/change/optimization so that benefits can be measured.
The difficulty of the above is to extract data considering that source can be R3 data or SCM APO platform consisting of BW Cube for demand planning, planning areas in SNP, order based data in gATP and PPDS versus simple tables in SAP R3.
Consideration must be give to multi-cubes to mesh data coming from SAP R3 and APO data sources (info cube) considering the interrelationship between the two systems.
Building a BI platform using APO PPDS as base will be discussed in a later post.







 The purpose of this blog is to provide and discuss various topics around Supply Chain Management within the SAP SCM platform. By placing Supply Chain Management into context helps do define a structured approach in covering various SCM topics and provides a framework on how to maximize and exploit the SAP SCM tool. My experience in working in the Sap SCM environment is that in certain cases limited success has being achieved with the IT investment when implementing a SCM platform. In most cases it is not due to a SAP weakness but rather poor implementation, lack of vision and in certain cases lack of expertise. I have experienced costly multi million investment projects whereby all we did was replicate a legacy solution (in most cases homemade or Excel driven) within the SCM offering.
The purpose of this blog is to provide and discuss various topics around Supply Chain Management within the SAP SCM platform. By placing Supply Chain Management into context helps do define a structured approach in covering various SCM topics and provides a framework on how to maximize and exploit the SAP SCM tool. My experience in working in the Sap SCM environment is that in certain cases limited success has being achieved with the IT investment when implementing a SCM platform. In most cases it is not due to a SAP weakness but rather poor implementation, lack of vision and in certain cases lack of expertise. I have experienced costly multi million investment projects whereby all we did was replicate a legacy solution (in most cases homemade or Excel driven) within the SCM offering.{kind=link}